

Derolgroepis een kerncomponent van de riemtransporteur, verantwoordelijk voor het ondersteunen van de transportband en het verminderen van loopweerstand. De assemblagekwaliteit heeft rechtstreeks invloed op de stabiliteit, de levensduur en het operationele geluid van de transportband. De volgende details de belangrijkste punten van rolgroepassemblage uit vier dimensies: pre-assembly voorbereiding, kernassemblageproces, om een gestandaardiseerd en efficiënt montageproces te garanderen.
1. Voorbereiding vooraf: leg de basis en vermijd risico's
Vóór de assemblage worden drie kerntaken - "materiaalinspectie, gereedschapsvoorbereiding en omgevingsreiniging" - voltooid om herwerken of kwaliteitsrisico's veroorzaakt door voorlopige weglatingen te voorkomen.
1.1 Materiaal tellen en kwaliteitsinspectie
● Controleer de kerncomponenten van de rolgroep één voor één: rollers (inclusief rollichamen, lagerbehuizingen, lagers en oliekeerrollen), beugels, assen, bevestigingsmiddelen (bouten, moeren, sluitringen), enz. Zorg ervoor dat de hoeveelheid overeenkomt met de tekeningen, zonder ontbrekende of verkeerde onderdelen.
● Kwaliteitscreening van belangrijke componenten:
◆ Rollichaam: geen hobbels, vervorming of roest op het oppervlak; uniforme wanddikte (spotinspectie met een remklauw is beschikbaar); De lagerbehuizingen aan beide uiteinden zijn stevig gelast (geen vals lassen of scheuren).
◆ Lagers: flexibele rotatie zonder jamming of abnormale ruis; intacte afdichtingsafdekkingen (om te voorkomen dat stof en olie binnenkomen); Modellen komen overeen met de tekeningen (bijv. Deep Groove -kogellagers 6204, 6205).
◆ Beugels: het materiaal voldoet aan de vereisten (meestal Q235 staal); geen bramen of vervorming bij de lasverbindingen; Nauwkeurige positie van montagegaten (de gatdiameter komt overeen met de bouten, met een fout ≤ 0,5 mm).
1.2 Tool- en hulpmateriaalvoorbereiding
● Essentiële gereedschappen: Horque sleutel (kritisch voor het waarborgen van de boutharderend koppel voldoet aan de normen), verstelbare sleutel, zeshoekige socketsleutel, remklauwen (voor het meten van afmetingen), voelmeter (voor het meten van gaten), rubberen hamer (om schade te voorkomen aan componenten van harde kloppen), baneninstallatie -installatiehulpmiddelen (bijv. Direct; Direct Slocking Inner Ring is verboden).
● Hulpmaterialen: vet (matching van de lagers, zoals lithiumgebaseerd vet nr. 2, gebruikt voor lagersmering), roestremmer (gespoten op de lasverbindingen van de beugels na de montage), reinigingsdoek (voor het vegen van oliekleuren en stof op componenten).
1.3 Vereisten voor assemblageomgeving
● De site moet plat en droog zijn, waardoor vochtige omgevingen worden vermeden (om roesten van componenten te voorkomen) en stoffige omgevingen (om te voorkomen dat onzuiverheden de lagers betreden).
● Leg beschermende kussens (bijv. Rubberen kussens, houten planken) om krassen op het rollebodem veroorzaakt door direct contact met de grond te voorkomen.
2. Kernassemblageproces: werk in volgorde en zorg voor precisie
De assemblage van derolgroepmoet de volgorde volgen van "Monteer eerst de roller -eenheid → vervolgens de beugel → Eindelijk vaststellen en verifiëren". Precisie moet in elke stap worden gecontroleerd om een verkeerde uitlijning van componenten te voorkomen.
Stap 1: Roller -eenheid (de kern van de kern)
De roller -eenheid is de "uitvoeringseenheid" van de rolgroep, samengesteld uit de rollichaam, lagers, as en oliekeerafdichting. Focus tijdens de montage op "flexibele lagers en betrouwbare afdichting".
1.1 Montage van lagers en lagerbehuizingen
Breng eerst een kleine hoeveelheid vet aan op de binnenwand van de lagerbehuizing (een dunne laag die de binnenwand bedekt, is voldoende; overmatig vet kan ertoe leiden dat het lager opwarmt).
● Gebruik een pers om het lager soepel in de lagerbehuizing te drukken (het krachttoepassingspunt bevindt zich op de buitenste ring van de lager; het drukken van de binnenring is verboden). Zorg ervoor dat er geen opening is tussen het lager en de lagerbehuizing (inspectie met een voelermaat is beschikbaar, met een opening ≤ 0,05 mm).
● Installeer de oliekeerring: sluit de oliekeerring (meestal dubbele lip oliekeerring) in de groef van de lagerbehuizing. Zorg ervoor dat de oliekeerring streng is bevestigd aan de buitenste ring van de lager zonder afwijking (om lekkage of stofinvoer tijdens het bedrijf te voorkomen).
1.2 Montage van as en rollichaam
● Geef de as (met een glad oppervlak en geen bramen) door de binnenste binnenring aan het ene uiteinde van het rollebodem en duw deze zachtjes naar de binnenste ring aan het andere uiteinde. Zorg ervoor dat de as volledig is bevestigd aan de binnenste binnenring (geen losheid).
● Rotatietest van de rollichaam: draai het rollichaam met de hand; Het zou flexibel moeten roteren zonder jamming of abnormale ruis, en de rotatie -traagheid moet uniform zijn (geen "stotterend gevoel"). Als er jamming is, demonteer en controleer of het lager omgekeerd wordt geïnstalleerd of dat er onzuiverheden zijn.
Stap 2: Montage van Roller -eenheid en beugel
De beugel is het "ondersteuningsframe" van de rolgroep. Het is noodzakelijk om de nauwkeurige positie van de roller -eenheid op de beugel te waarborgen om afwijking van de transportband te voorkomen.
2.1 Positionering van de roller -eenheid
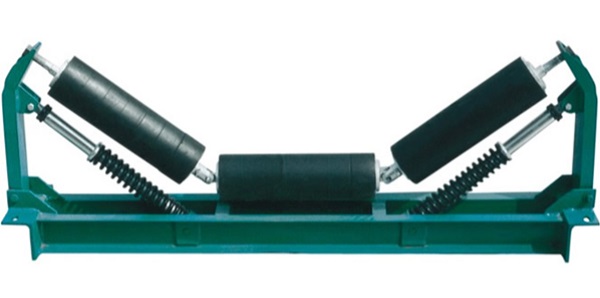
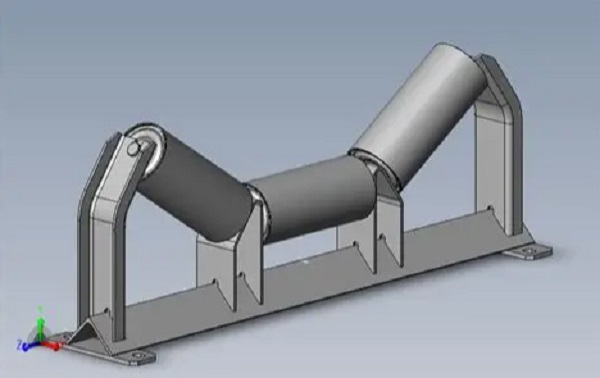
● Volgens de vereisten van de tekeningen, plaats de geassembleerde rollereenheden (een enkele rolgroep bevat meestal 2-5 roleenheden; bijvoorbeeld een "parallelle rolgroep" bevat 3 eenheden en een "trogrolgroep" bevat 2 zijrollers + 1 middelste roller) in de mounte groeven van de bracket.
● Speciale aandacht moet worden besteed aan de trogrollergroep: de hoek tussen de zijrollers en de middelste rol (meestal 30 °, 35 °, 45 °, volgens de tekenvereisten) moet worden gemeten met een hoekliniaal, met een fout ≤ 1 ° (hoekafwijking zal ongelijke kracht veroorzaken op de transportgordel, gemakkelijk leidend naar de afwijking).
2.2 Boutbevestiging
● Geef de bouten door de montagegaten van de beugel en de lagerbehuizingsgaten van de roller -eenheid, zet de sluitringen aan (platte sluitring + veerwasser om los te voorkomen) en draai eerst de moeren met de hand vast.
● Gebruik een momentsleutel om de bouten aan te spannen volgens het koppel dat is gespecificeerd in de tekeningen (bijvoorbeeld het koppel voor M10-bouten is meestal 25-30N · m en voor M8-bouten is 15-20N · m). Overmatig koppel (dat boutbreuk kan veroorzaken) of onvoldoende koppel (die tijdens het werking los kan leiden) is verboden.
● Tracheringsequentie: Draai symmetrisch vast (bijv. 4 bouten moeten worden vastgedraaid in een "diagonale sequentie" om beugelvervorming te voorkomen).
Stap 3: Algemene verificatie en aanpassing
Voer na de montage een algemene inspectie uit om afwijkingen tijdig te corrigeren:
● Gebruik een niveau om het bodemoppervlak van de beugel te detecteren: zorg ervoor dat de beugel horizontaal is (horizontale afwijking ≤ 0,5 mm/m). Als het geneigd is, past u de pakkingen aan (plaats pakkingen aan de onderkant van de beugel; gedwongen buiging van de beugel is verboden).
● Controleer de parallellisme van de rollereenheden: de zijrollen van de trogrolgroepMoet symmetrisch worden verdeeld aan beide zijden van de middelste rol, met een parallellisme-fout ≤ 0,3 mm/m (detectie door de touwpulmethode: trek een rechte lijn aan beide uiteinden van de rollen en meet het afstandsverschil tussen de rollen en de rechte lijn).
● Draai alle rollen opnieuw: zorg ervoor dat alle rollen flexibel roteren zonder "individueel jammen". Als er jammen, demonteren en controleren van de montage van de lagers of schachten.












